

DJmolding’s Products and Services
We’re Low Volume Plastic Injection Molding Expert & Manufacturer
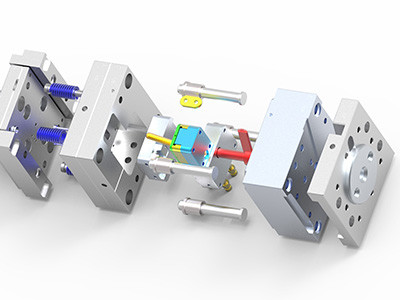
Precision Moulds and Dies
Djmolding is a high-tech enterprise mainly engaged in the production of modern precision moulds and dies based on digital control processing technology. It specializes in the design, development and manufacture of a wide range of precision plastic injection mould.

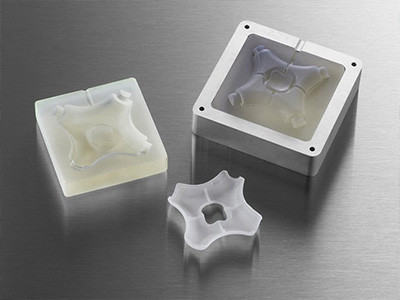
Rapid prototype Mould Making
Djmolding supply you with Moulds that do not only meet your needs but quick-Rapid Mould. We only take 15 days to turn out the export mould which you want. Djmolding promise you: High-quality product delivered on time.
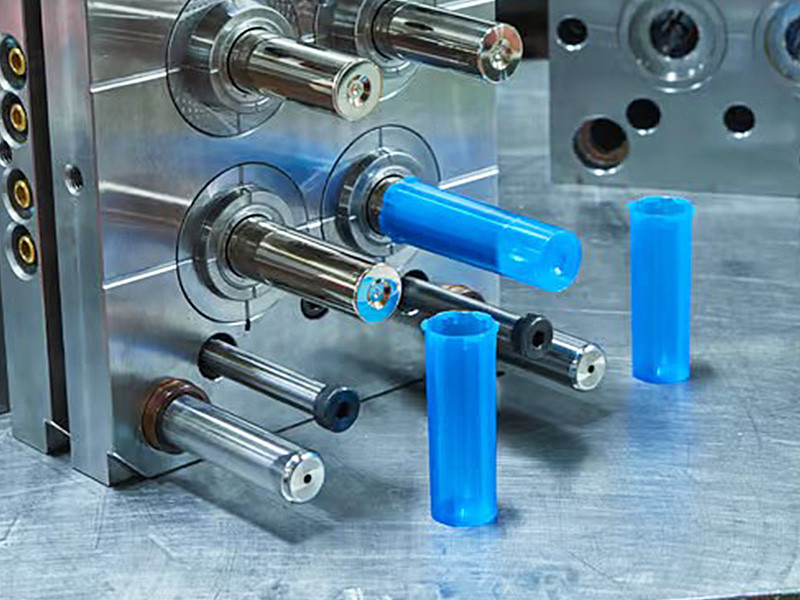
Plastic Tooling and Injection
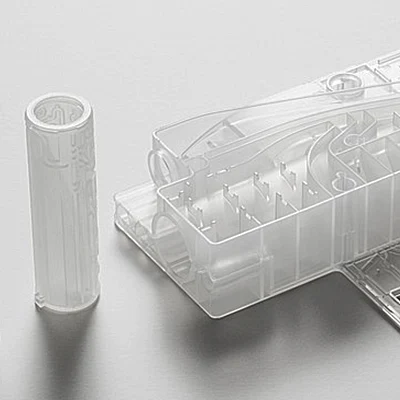
When high quality cosmetics plastic tooling and injection are needed such as clear acrylic and polycarbonate moulding, Djmolding have the experience and quality to fulfill your requirements along with the surface technologies to suit the latest trends.

Injection Manufacturing Facility
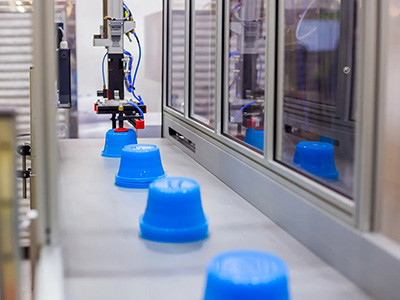
Injection machine x38 range 40Ton to 800Ton equipped with robot daily capacity 1.8 tons plastic parts avrg. Dust-free painting room 2 lines – pad printing, silk printing and UV painting. NC machining (x6) shop for rapid prototype service (plastic and metal) and production of various metal machining parts
Huizhou Djmolding Co., Ltd (Huizhou Dongjiangjiesong Technology Co., Ltd), established in 2010, is a leading plastic injection moulding and mould manufacturer in China.Djmolding is a professional low volume injection molding,prototype molds maker for plastic parts on demand manufacturing from china. Now we are working as low volume manufacturing service partner with many famous 3D printing and additive manufacturing companies in usa and europe.
Djmolding specializes in plastic mould and plastic parts production for houldhold appliances, medical equipments, electronic equipments, safety equipments as well as monitoring system.
Injection molding, an important manufacturing process at DJmolding. How does it work? The chosen material is liquified and injected into a mold under pressure. In this way, we as a manufacturer can produce prototypes from original material and serial parts up to 50,000 pieces and more.
We have more than 1,000 different plastic materials that we keep in stock. If your plastic component requires a different or special material, you are welcome to provide this material yourself instead of requesting us to procure it. And without any problems whatsoever.
Comprehensive
Fast Tooling & Injection Molding Services

High-Quality Complex Parts

Injection Mould Design & Manufacturing

Any Size Company Suported

* Add value by increasing efficiency
* Implement automation with fast payoff
* Simplify multi-part tool programs

* Exclusive customer training
* Brings disciplines together for accuracy
* Injection molding technology, materials, tooling, & RFQ process
* Ensures tools are specified correctly
Injection Molding Process
Plastic injection molding is one of the oldest methods of manufacturing plastics and a critical step in the development of parts for product manufacturers. It’s also a great solution for manufacturers looking to convert heavy metal parts to plastic. Explained in its simplest form, the process uses polymers or plastic resins that when heated, melted and injected under high pressure into a custom mold, will produce plastic parts to be utilized in product manufacturing.
While that process seems straightforward, it can actually be quite complex and requires a high level of experience from an injection molder partner that can cater to your unique industry needs, specifications, end-uses and time / budget constraints. The best place to start is by gaining basic knowledge of the plastic molding process and design best practices.
Plastic Injection Molding Which You Can Count On
We can offer customized plastic injection molding end products.

Injection Molding Pictures
Injection Molding Workshop
LSR Injection Molding

Custom Injection Molding
How to make a plastic mould
In today’s manufacturing environment, plastics are used to manufacture a variety of items. Each application requires a special manufacturing process, which can shape parts according to their specifications. If you are making plastic parts, the first thing you need to determine is the type of molding that is best suited to your particular application.At DJmolding, we focus on custom plastic molding.
DJmolding Mould Designing Service
DJmolding design moulds since 2010, that we meet specific customer requirements. DJmolding provides top notch engineering services by combining proven design standards with the most modern techniques available today for designing and manufacturing plastic injection molded parts.
The Best Low Volume Injection Mould Manufacturer in China
We can offer custom plastic injection moulds service.
Mould Pictures
Mould Design

Mould Manufacturing

Mould Repair
DJmolding’s Injection Molding Service
We offer the high quality pastic injection services for the global market.

Rapid Prototyping Service
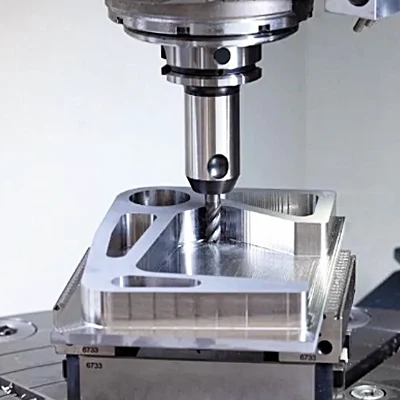
CNC Machining Service

Automotive Plastic Parts Injection Molding
Recycled Plastic Injeciton Molding
Low Volume Injection Molding

High Volume Injection Molding
Blogs & News
We’re always focus on the latest plastic injection molding technology and applications.

Plastics injection molding in various ways: Injection over other methods
Plastics molding in various ways: Injection over other methods In the manufacture of pieces of plastic material, various types of molds are used that delimit the plastic mass, while hardening and keeping the desired shape. These molds are mounted on a press that will open and close the mold, which will apply great pressure if […]

Plastic parts manufacturing companies in china tell you what are plastic injection molds
Plastic parts manufacturing companies in china tell you what are plastic injection molds Plastic over time has become one of the most essential materials in the life of all people, since it has a high capacity to be molded and adapt to any shape that comes its way. In order to make the shapes we […]

The advantages and disadvantages of plastic injection molding
The advantages and disadvantages of plastic injection molding One of the most used plastics processing techniques is injection molding, being one of the most common processes for obtaining plastic products. Today every house, every vehicle, every office, every factory, etc. It contains a large number of different items that have been manufactured by injection molding. […]

High precision plastic injection molding factory: another way to deal with the recovered material
High precision plastic injection molding factory: another way to deal with the recovered material Many problems can be encountered when molding parts of a mixture of regrind and virgin material. Would it be better to use 100% regrind? The most important molding variables are those that cause downtime and rejects, if not handled properly. The […]

Molding plastics injection: new technologies and applications
Molding plastics injection: new technologies and applications Injection molding is a technique for making very different mechanical components. The versatility of this method allows plastic parts to be manufactured quickly, with high production levels and low costs. Would you like to know what are the latest technologies in plastic injection? Do not lose detail of […]

The Difference Between Plastic Injection Molding And Extrusion
The Difference Between Plastic Injection Molding And Extrusion A little late to add something about the difference between extrusion and injection molding, blow molding, but I want to add a practical insight into the market that includes the factors of how much the molds cost and how many items are desired. Extrusion is a continuous […]
